峨眉水泥厂1号、2号窑系丹麦进口的Φ4.4/Φ4.15/Φ4.5m×180m大型湿法长窑,共有6档托轮支承,熟料单窑台时产量稳定在44~50t/h,窑投产已达25年。近年来,由于机电设备老化,机械变形大,窑筒体和轮带变形较大,出现了一些意想不到的故障。如1995年4月26日早6点50分出现的1号窑主传动2号主电机故障,造成了回转窑卡死,直到4月28日早6点05分才重新点火运行,给工厂造成了一定经济损失。针对这起故障笔者作了一些初步分析,以便于给读者提供参考。
1号窑主传动电机系丹麦产品,型号为H1/27.5,2×200kW,转速1000/330r/min,串励,单电机额定电流960A,励磁电压220V。2号主电机故障突发时发生对称双排刷握及碳刷过热变红,碳刷烧坏及引出线烧断(见图1)。此时窑速为0.6r/min,3档托轮处有声响,值班电工在巡检时及时发现后,立即通知看火工停窑。经检查,发现部分碳刷已烧成阶梯状,有些接触不良,有些刷握过热后卡簧已无弹性。更换大部分碳刷(打磨后)与12个刷握后,于11点20分准备转窑。此时,主机根本转不动,改用辅助传动,其电机型号为V-13.5,2×22kW,转速1430r/min,额定定子电流42A,转子140A,额定电压380/100V,绕线型转子串油浸电阻箱起动。回转窑编有1~12个号码格(见图2)。
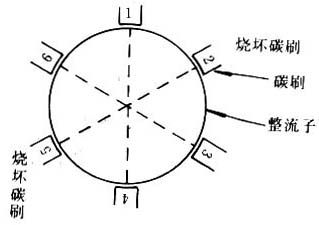
图1 整流子对称碳刷烧坏示意图
图2 回转窑格数(断面)
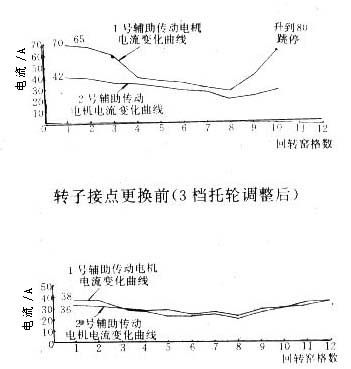
转子接点更换后(3档托轮调整后)
图3 辅助传动电机电流与回转窑格数变化对比图
用辅助传动时,1号辅助传动电机电流由15A迅速上升到38A;2号辅助传动电机电流由11A迅速上升至58A。开至11~12格时,1号辅助传动电流上升至85A,2号辅助传动电流上升至44A,随即跳停(维持数秒)。后又多次用辅助传动和将主传动电流调至1500A,窑仍不能起动。经有关人员会诊,认为3档托轮处的大小齿轮顶间隙过小,打开观察孔看到该处大小齿轮在左侧靠主减速机端30°下方,有卡死无顶间隙现象。其顶间隙变小的主要原因是因几个月来一直用电动沙轮打磨3档轮带凸凹带造成的,而慢转窑是使其激化的主要原因。随后调3档托轮,将齿顶间隙调至5~6mm,并调整了1档和2档托轮,再用辅助传动转窑时1号辅助传动电流zui大值是60A,2号辅助传动电流zui大值是37A。1号辅助传动zui大电流值下降15A。但是,两者的传动电流值偏差太大。交换1号和2号辅助传动转子回路的接线,电流值也随之交变。确定为辅助传动油浸电阻箱动静接点有问题。打开电阻箱,发现其静动接点烧坏较多,更换接点后,两辅助传动电机的电流偏差仅2A左右,属于正常范围,有关数据见图3。此时,1号辅助传动zui大电流38A,2号辅助传动36A,仍然在11~12格之间出现。这样回转窑用辅助传动转2h后,于4月28日早6点05分重新点火进入正常运转,以使回转窑在冷态下的变形弯曲在热态时自动恢复。
这次回转窑故障的整个处理过程持续两昼夜,虽辅以25t吊车拉回转窑,但仍随着窑变冷,弯曲加剧,给转窑带来了一定困难。通过这次回转窑卡死故障,总结出以下几条经验:
(1)回转窑在3档和5档等处用沙轮磨光轮带后过一段时间,就应进行调窑,使各档托轮在正常支承点上,以利于正常运行。
(2)停窑后4h因未翻窑,致使物料结块和使窑变形加剧。由于处理故障时间长使窑冷却,加快了筒体的弯曲和变形程度,进而导致窑起动困难。如及时翻窑,可能会有助于问题的尽快解决。
(3)起初认为故障原因是窑中的罩子刮窑所致。故障判断有误,延误了处理时间,调整3档托轮后,辅助传动电流下降15A,对转窑起到了良好作用。
(4)主传动2号主电机,已多次发生过碳刷整排烧坏事故。主要原因是整流子磨损严重,换向困难,造成几何中心线偏移,电流分布不均衡,电机带病运行。
(5)辅助传动起动电阻箱接点烧损严重,两电机转子特性曲线迥然不同,电流相差近一倍,而未能及时引起大家注意,认为减速机偏载。用25t吊车与辅助传动转窑多次无效后,才考虑到辅助传动转子油浸电阻箱动静接点问题,更换电阻箱动静接点后,两电机电流分别趋于38A和36A,只用辅助传动起动成功。并于2h后,在早6点05分重新点火,使窑弯曲变形自行恢复。
通过以上初步分析,可以看出,回转窑卡死的原因是多方面的,是机械、电气、工艺等综合因素的集中反映,需要各方面人员的密切配合才能得以解决。