垂直斗式提升机安装质检施工工艺标准(仅适用中矿zk版提升机)
1.1 适用范围
本工艺标准适用于垂直输送粉状、颗粒状及小块状物料,且提升物料的高度小于
2. 施工准备
2.1 技术准备
2.2 作业人员
表
|
序号 |
工种 |
持证上岗要求 |
备注 |
|
1 |
钳工 |
|
|
|
2 |
电工 |
持证上岗 |
|
|
3 |
焊工 |
持证上岗 |
|
|
4 |
起重工 |
持证上岗 |
|
2.3 设备、材料的验收及保管
2.4 主要施工机具
2.5 测量及计量器具
连通管、水准仪、经纬仪、框式水平尺、直径为0.35-0.5钢丝线、线锤、钢卷尺、钢盘尺及钢板尺。
2.6 作业条件
3. 施工工艺
3.1 工艺流程
基础复查→斗提机上部安装→斗提机下部安装→中间导向轮安装→外壳安装→胶带及料斗安装→-附件安装-→进出料口安装-→试运转
斗提机基础复查-→-驱动装置安装-→上链轮机构安装-→下链轮机构安装-→中间导向链轮机构安装-→斗提机外壳安装-→链轮、料斗安装-→附件的安装-→进出料口的安装-→试运转
(1)设备基础的位置、几何尺寸和质量要求,应符合现行国家标准《钢筋混凝土工程施工及验收规范》的规定,并有设备基础验收记录和交接证书;
(2)按照斗提机安装基础图和设备基础交接证书要求对斗提机上部基础与斗提机下部基础进行复查,基础复查符合下表
表
|
项 目 |
允许偏差 (mm) |
|
|
设备基础坐标位置 |
纵轴线 |
±20 |
|
横轴线 |
±20 |
|
|
同一楼层设备基础不同平面的标高 |
-20 |
|
|
基础外形尺寸 |
平面外形尺寸 |
±20 |
|
凸台上平面外形尺寸 |
-20 |
|
|
凹穴尺寸 |
+20 |
|
|
平面的水平度(包括楼层地面上需安装设备的部分) |
每米 |
5 |
|
全长 |
10 |
|
|
垂直度 |
每米 |
5 |
|
全长 |
10 |
|
|
预埋地脚螺栓 |
标高(顶端) |
±2 |
|
中心距(在根部和底部测量) |
±5 |
|
|
预埋地脚螺栓孔 |
中心位置 |
-20 |
|
深度 |
|
|
|
孔壁铅垂度 |
1/100 |
|
|
预埋活动地脚螺栓锚板 |
标高 |
+20 |
|
中心位置 |
±5 |
|
|
水平度(带槽的锚板)每米 |
5 |
|
|
水平度(带螺纹孔的锚板)每米 |
2 |
|
(1)设备开箱验收合格后,将设备从设备堆放场用叉车或汽车运至设备所处建筑物附近地面,若
(2)设备基础复查合格后,用两个手动运输车或卷扬机加滚杠将斗提机的驱动装置(电动机、减速机及底座)、联轴器、上胶带轮和支架平移至设备基础旁,然后用导链提升就位。
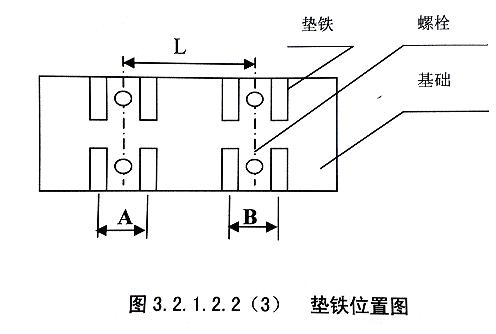
(3)驱动装置及上胶带轮支架就位找正:按照基础上的十字中心线分别对驱动装置和上胶带轮支架进行找正,驱动装置的找正点为:驱动装置底座上表面、电动机与减速机之间的联轴节(或电动机的输出轴头)和减速机的输出轴头;上胶带轮支架的找正点为:上胶带轮支架底座上表面和支架两胶带轮轴承座端面。找正方法用框式水平仪测量,采用斜垫铁调整,垫铁放置符合规范要求,两组垫铁之间间距L应小于
(4)驱动装置及上胶带轮支架灌浆:一次找正合格后用细石混凝土进行一次灌浆,待混凝土的强度达到75%时,可进行二次灌浆。注意以下事项:
① 地脚螺栓孔尺寸符合要求;
② 地脚螺栓孔内应干净,无杂物;
③ 地脚螺栓应垂直,地脚螺栓伸出螺母2-3螺距。
(1)所有中间导向轮的中心轴线应相互平行且与斗提机上下胶轮的中心轴线在同一铅垂面上,允
(2)所有中间导向轮的外轮廓线应在同一铅垂面上,允许偏差为±
(1)斗提机上下胶带轮安装后,根据斗提机胶带具体特点,分段组装斗提机外壳。为了便于安装胶带和料斗,一般预留靠近斗提机下部胶带轮的一段斗提机外壳、斗提机中部的一段外壳和斗提机上部卸料口顶盖。用吊线方法测量斗提机外壳的不直度。
(3)斗提机外壳注意事项:
斗提机外壳段与段之间的连接处应有垫片进行密封,不能强行连接。
斗提机外壳不直度应≤H/1000,且≤
(1)橡胶布带的两端应按相应的帘子布层切削成阶梯形状,接头长度宜为宽度的1-2倍;
(2)胶合剂的材质与胶带的材质应具有相同的弹性;
(3)接头应牢固,接头处增加的厚度,不应超过胶带厚度的5%;
(4)胶带胶合剂的硫化温度和硫化时间及常温胶接,应符合设备技术文件及胶合剂的要求;
(5)胶带采用螺栓或胶合接头时,应顺着胶带运转方向搭接;
(6)胶带需要预拉,预拉力宜为工作拉力的1.5-2倍,预拉持续时间为24小时;
(7)胶带连接方法参见GB50270-98《连续输送设备安装工程施工及验收规范》附录二。
(1)严格按照斗提机生产厂家安装图及其说明书要求进行安装,不得随意更改料斗的位置和数量;
(2)接头处的料斗安装:搭接长度应跨3个料斗,其连接螺栓轴线与胶带端部的距离不应小于
(1)附件的设置:胶带斗提机附件有拉紧装置、带式逆止装置和外壳体调整装置,拉紧装置是控制胶带斗提机上下胶带轮之间的距离,防止胶带松弛;带式逆止装置是防止胶带反转;外壳体调整装置是调整外壳体直线度,防止外壳体磨檫料斗而影响斗提机正常工作。
(2)按照各附件装置安装图及安装说明书要求进行安装。
(1)主轴的安装水平偏差不应大于0.3/1000。
(2)胶带斗提机上下轴安装的允许偏差(图
表
|
测量部位 |
允许偏差(mm) |
|
|
H≤ |
|
|
|
|A1-A2| |
4 |
6 |
|
|
6 |
9 |
.jpg)
(3)机壳铅垂度的允许偏差(图
.jpg)
表
|
测量部位 |
允许偏差(mm) |
||
|
H∠ |
|
|
|
|
|A1-A2| |
5 |
7 |
8 |
|
|B1-B2| |
5 |
7 |
8 |
(4)机壳上部区段、中部区段、下部区段和检视门均应密封良好。
(6)拉紧装置的调整应灵活;牵引件安装调整好后,未被利用的行程不应小于全行程的50%。
(7)斗提机的上部、中部区段应设置牢固的支架;机壳不得偏斜,但不应限制机壳在铅垂方向的自由伸缩。
(1)试运转时间不少于2小时;
(2)牵引件运转应正常,且应无卡壳、打滑和偏移现象;
(3)连续运转2小时后,其轴承温升不得大于
(1)输送量允许偏差为额定输送量的±10%;
(2) 卸料应正常,并应无显著回料现象;
(3)满载运转时牵引件不应打滑,电动机不应超载;
(4)逆止器应可靠,当停止运转时,应无明显的反向运转。
(1)轮宽中央平面应在同一平面上,其偏移不应大于
(2)两轴的平行度不应大于0.5/1000。
(3)偏移和平行度的检查,应以轮的边缘为基础。
(4)主轴的安装水平偏差不应大于0.3/1000。
(5)机壳上部区段、中部区段、下部区段和检视门均应密封良好。
(6)料斗中心线与牵引胶带中心线应重合,其偏差不应大于
(7)拉紧装置的调整应灵活;牵引件安装调整好后,未被利用的行程不应小于全行程的50%。
(8)斗提机的上部、中部区段应设置牢固的支架;机壳不得偏斜,但不应限制机壳在铅垂方向的自由伸缩。
(9)单链上、下轴安装的允许偏差应符合表
.jpg)
表
|
测量部位 |
允许偏差(mm) |
|
|
H≤ |
|
|
|
|A1-A2| |
4 |
6 |
|
|B1-B2| |
6 |
9 |
(10)双链斗提机上下轴安装的允许偏差应符合表
.jpg)
表
|
测量部位 |
允许偏差(mm) |
|
|
H≤ |
|
|
|
B1 |
3 |
5 |
|
B2 |
||
|
|A1-A2| |
4 |
6 |
|
|B1-B2| |
||
(11)机壳铅垂度的允许偏差应符合表
表
|
|
允许偏差(mm) |
||
|
H∠ |
|
|
|
|
|A1-A2| |
5 |
7 |
8 |
|
|B1-B2| |
5 |
7 |
8 |
(1)配前应清洗洁净。
(2)主动链轮与被动链轮齿的中心线应重合,其偏差不得大于两轮中心距的2/1000。
(3)链条工作边拉紧时,非工作边的驰垂应符合设计规定,当无规定时,且链条与水平线夹角小于600时,可按两链轮中心距的1%-4.5%调整。。,
(4)双链斗提机两牵引链条应适配,其长度应一致。
(5)上下链轮安装后,转动应轻便灵活。
3.3施工过程应注意的问题
(1)垂直式斗提机基础复查时,驱动装置的基础尺寸、垂直式斗提机壳体外支撑和下部的基础尺寸应符合垂直式斗提机基础图和制造厂家提供的垂直式斗提机安装基础图要求。
(2)垂直式斗提机外壳体分段安装时,相邻壳体之间依次连接,注意连接处的密封性和垂直式斗提机壳体的不直度。
(3)垂直式斗提机胶带或链条连接时,应按照设计图纸技术规定要求进行连接。
(4)斗提机主轴安装水平度及上、下轴安装的偏差一定要符合规范规定。
3.4 季节性施工技术措施
4. 质量检验
4.1质量检验标准及方法
表4.1 垂直式斗提机安装质量检验标准及方法
|
项别
|
项目
|
质量标准
|
检验方法
|
检查数量
|
|||
|
保证
项目
|
1
|
试运转(JBJ32-96)
|
⑴ 空负荷试运转:牵引机运转正常,且应无卡链、跳链、打滑和偏移现象;双链垂直式斗提机的两跟链条应同时啮合;连续运转时间≥2小时后,其轴承温升不得大于40℃。
⑵ 负荷试运转:输送量允许偏差为额定输送量的±10%;卸料应正常,并应无显著回料现象;满载运转时牵引件不应打滑,电动机不应超载;逆止器应可靠,当停止运转时,应无明显的反向运转。
|
检查试运转记录或试车检查
|
按一个单位工程内的螺旋输送机台数抽查10﹪,但不得少于1台。
|
||
|
基本
项目
|
1
|
联轴节同轴度(JBJ32-96)
|
应符合JBJ32-96第五章第三节的要求,见第9.4.4条。
|
见JBJ32-96第9.4.4条
|
|||
|
2
|
平胶带搭接
|
搭接长度应跨3个料斗,接头倾斜方向与运动方向一致。其连接螺栓轴线与胶带端部的距离不应小于50mm。拉紧滚筒拉紧后应留有1/2的行程。
|
用扳手拧紧检查
|
||||
|
3
|
链条连接
|
链条长度应一致,料斗应相互平行,料斗的挂钩螺栓应紧固并应加弹簧垫圈和开口销或用双螺母和开口销。
|
用扳手拧紧检查
|
||||
|
允许偏差项目
|
项 目
|
允许偏差(㎜)
|
检验方法
|
||||
|
1
|
机壳直线度
|
3/1000
|
吊线锤用钢板尺检查
|
||||
|
2
|
斗提机中心线铅垂度
|
1/1000
|
|||||
|
斗提机中心线铅垂度累计不得大于总高的
|
0.5/1000
|
||||||
|
3
|
上胶带轮轴或上链轮轴水平度
|
0.5/1000
|
用框式水平尺检查
|
||||
|
4
|
上下胶带轮或上下链轮横向中心线重合度
|
5
|
在机壳顶端用钢板尺检查
|
||||
表4.2 质量控制点一览表
|
序号 |
质量控制点 |
控制等级 |
控制措施 |
|
1 |
设备材料的接收、检查 |
C |
设备、材料按要求检查 |
|
2 |
基础中间交接 |
A |
查看施工资料、放线检查 |
|
3 |
机壳的安装 |
A |
按质量标准及规范检查 |
|
4 |
驱动装置安装 |
A |
按质量标准及规范检查 |
|
5 |
附件的安装 |
B |
按质量标准及规范检查 |
|
6 |
链条的安装 |
A |
按质量标准及规范检查 |
|
8 |
胶带的安装 |
A |
按质量标准及规范检查 |
|
9 |
试运转前检查 |
A |
按质量标准及规范检查 |
|
10 |
试运转 |
A |
按质量标准及规范检查 |
4.3质量记录
5. 成果保护
5.1 垂直式斗提机水平运输及吊装时,应选择可靠的锚固点,以免损坏设备。
5.2 吊装用的设备应事先检查其性能,确保能正常工作,以防止制动失灵损坏设备。吊装用的钢丝绳及吊索应符合要求,避免因其断裂发生事故而损坏设备。
5.3 安装完成后,应用塑料薄膜进行遮盖垂直式斗提机的关键部位加以保护。
6. 职业健康、安全和环境管理
6.1 职业健康、安全主要控制措施
表6.1 施工过程中危害辩识及控制措施
|
序号 |
作业活动 |
危险源 |
主要控制措施 |
|
1 |
高处作业 |
未经允许随意拆除或改动脚手架 |
在施工过程中严禁擅自拆除或改动脚手架 |
|
脚手板铺设不严,未绑扎 |
操作层铺满脚手板并绑扎牢固 |
||
|
2 |
吊装作业 |
高层平台等临边无护栏 |
高处作业平台四周要设置高1~1 |
|
起重设备有故障、绑扎不牢、违章指挥 |
吊装前对起重安装装置进行检查,严禁使用不合格索具,并在现场设置安全警戒区设专人监护,严禁非施工人员入内。 |
||
|
3 |
设备试运转 |
机械伤伤害 |
试车前检查各连接件、紧固件紧固程度,无卡涩、转动灵活,试车时,不要随意去触摸机械传动部件。 |
6.2 环境因素辩识及控制措施
表6.2 环境因素辩识及控制措施
|
序号 |
作业活动 |
环境因素 |
主要控制措施 |
|
1 |
设备 |
噪声的排放 |
设备进场,卸车尽量轻拿轻放,降低噪声。 |
|
包装废运输弃物、垃圾丢弃 |
及时回收,移交用户或分类堆放在临时堆放场。 |
||
|
2 |
链轮链条及轴承的清理 |
废清洗介质的处理 |
废液容器回收,排放至指定地点。 |
6.3 作业环境要求
施工现场土建基本完工,现场垃圾清理完成,无粉尘等污染,通风良好,如需要可用抽风机强制通风。
现场照明必须保证施工的需要,禁止使用移动式照明灯具、太阳灯,危险场所夜间应设安全警示红灯。手持式必须是安全电压光源。
注:任何中矿zk版提升机如不按照此标准实施,发生的问题与南通市中矿水泥成套设备有限公司无关。