摘要:
近几年来,边缘传动方式的立窑得到了一些新建、扩建水泥厂的青睐,但由于对其结构性能和优、缺点等特性了解和掌握不透,大多数用户在选用后使用时间不长就因故障频繁而淘汰或勉强维持生产,造成浪费,影响了企业的经济效益。通过对我厂8.8万t生产线的技术改造,分析和探讨其改造的可行性。
1 边缘传动立窑的结构特点
边缘传动的机立窑由于其结构比较简单,销轮的销轴与立轴的齿轮安装精度要求不高(顶隙约5mm,侧隙≤1mm),安装、调试比较简单,回转支承器滚道内的球体因转速低(1~13r/min),而不需润滑,价格比较低。
2 边缘传动立窑的缺陷
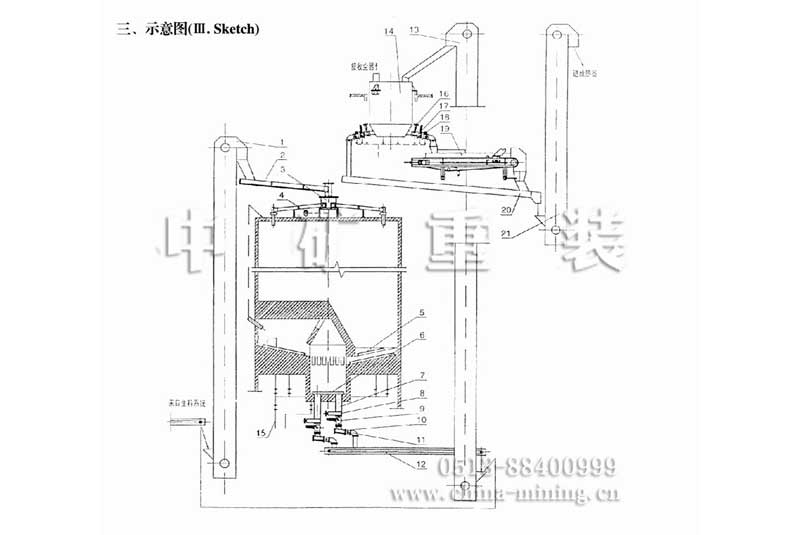
(1)由于原购进的立窑立轴仅有一个轴承座作为径向定位,而轴承座内轴承是铜瓦(ZQSn6-6-3),鼓入风室内及卸下的熟料粉尘及热气很容易使铜瓦内的润滑油漏失,造成干摩擦,使轴与瓦间隙增大;另一方面,上、下支承器滚道在作圆周运转时在径向有一定量的错位,负荷重。因立轴仅有一个支承点定位,稳定性、刚性不足,使用不足一个月,轴承座内铜瓦就损坏,部分销轴断裂。由于立轴在径向摆动过大,蜗轮减速器很快损坏,无法运行。改前传动装配见图1。
(2)由于支承器上下滚道外径均大于3m,并置于整个风室环形道之下,而风室的内径与立窑内径相同仅为3m。销轮和支承器无法从窑顶吊进、吊出,检修时需割窑壳方能进行,而且其空间有限,不利于设备的检修。
(3)由于支承器上下滚道的材料选用球墨铸铁,而球体材料却选用45号,并进行表面热处理HRC=45~48,原上下滚道距离B=45mm,使用一年后测量B=25mm,上下滚道明显磨损起沟迹,磨损速度过快,而球体却仅轻微磨损。
(4)边缘传动立窑的布料器料斗升降装置复杂,故障多,不易操作。垂直电振出料装置扬尘大。
3 技术改造措施
(1)为了增强传动立轴的稳定性,使立轴上的齿轮与销轮的销轴能正确啮合,在齿轮的上下分别设置两个钢制的轴承座,上轴承座选用3003130轴承,置于风室下环形板上,下轴承座选用3003132轴承,置于窑壳底板上。因为风室、窑壳底板厚度仅为δ=10mm,所以在放置上轴承座处加一块δ=30mm,400mm×300mm的加强板。下轴承座加一块δ=40mm加强板,并与轴承座配钻攻牙再组装好立轴,使立轴齿轮和销轮正确啮合后,将加强板与窑壳焊接在一起,这样今后检修就不必重新校正立轴位置。
(2)因为立窑立轴的上下轴承座均置窑壳内,工作环境温度高约90℃,粉尘较大,因此,上下轴承座两头均设置密封装置,阻止粉尘进入轴承,同时起到贮存润滑油的作用。上下轴承座分别引一加油管到窑壳外,方便轴承平时加油,确保立轴能平稳传动。
(3)原立轴为整体式,长度较长L=1368mm,重量为210kg,不利安装、检修。改为分体式结构,由一节L=918mm,Φ170mm的实心轴和一节L=450mm,Φ240mm×15mm的厚壁管组成。为方便立轴上的轴承装卸,立轴(I)的下端用δ=40mm的法兰和B=40mm的两个键槽与立轴联接轴(Ⅱ)连接在一起。这样在设备检修时就很轻易吊进拉出,使维修费用和时间缩小。
改造后立轴传动装配
(4)立窑布料器设置有电动卷扬和手动卷扬。但前者安装维护比较复杂,不易控制,造价也高;后者操作劳动强度大,使用效果均不理想。改用1t的手拉葫芦作为操作工具,达到料斗角度变化的目的,价格仅400元,使用很轻便自如,很受工人欢迎。
(5)由于边缘传动方式的传动装置全部设置在立窑的边缘,因此这种结构的传动方式给出料斗中心留有一定的空间位置。所以设备生产厂家往往把出料装置设计为垂直振动料封式出料,这样出料管垂直于振动料槽,形成一个死角,往往造成堵料。由于振动,熟料粉尘在入窑热风的吹动下引起很大的扬尘,不利于操作,并造成物料损失和浪费。在分析了其弊病后,重新设计一大小头出料管。出料管由一节Φ500mm×6000mm的圆管接一节L=Φ500mmΦ350mm×1200mm的变径管,小头靠近鳞板机,其出料管逐步收缩,使管内物料挤压、充实,加上选用的圆管直径比常规设计(D=350~400mm)的大,料柱及数量相对多,既不堵料,又起到封料的作用。出口处设计一个L=1250mm,H=250mm的防尘罩,防尘罩上方用一Φ300mm的收尘管将扬起的粉尘收进卧式电除尘器,使落料口处于负压状态。使用一年多无堵料、卡料现象,几乎没有一点粉尘外排。
4 技术改造效果
经技术改造后使用一年多,整个传动装置运行平稳,传动齿轮、销轮销轴、蜗轮蜗杆减速器的蜗轮、轴承等易损件均没有明显的磨损。鹿寨县交通水泥厂在选用与我厂改造前相同结构边缘传动方式立窑不足4个月,3台窑的立轴先后被折断。后经考察我厂改造后的立轴结构,并进行改造,使用近一年,效果良好。一台窑立轴传动结构改造从零配件制作费到人工安装调试费约6千元。许多厂家在选用边缘传动方式立窑出现问题时,由于技术力量差无法改造或改造不成功,就将整个传动装置废弃,改用中心传动方式的传动装置,这样一改需要投资近35万元。
5 存在的问题和建议
(1)由于销轮直径和回转支承器上下滚道的外径D>3m,而立窑风室内径及窑内径均为3m。因此,在销轮、回转支承器磨损超差需更换时,无法从窑顶吊进、吊出需割窑壳检修,而且拉出、装配易损件时因空间有限,很难确保安装技术指标符合要求。因此,建议设备制造厂家在设计时要考虑到用户的检修,使销轮外径、回转支承器上下滚道外径均小于风室和窑的内径。因为回转支承器下轨道地脚螺栓确定后,用户很难更改。
(2)由于回转支承上、下滚道均选用球墨铸铁作材料,而钢球选用45号材料,热处理后HRC=45~48,在使用过程当中轨道磨损速度过快,上下平面距离B≤10mm就不能继续运行。因此,建议设计、制造单位改选上下滚道材料为ZGMn13,热处理HB=180~220,增强其耐磨性,延长其使用寿命。
(3)在考察区内使用边缘传动立窑时,发现销轮销轴热处理不过关,在运行时间不长时折断,很难更换。我们对销轴的热处理严格把关,用硬度仪进行逐条检测,确保热处理后HRC=40~50。我厂销轮的销轴使用一年多无一折断和明显磨损,建议设计、制造单位和用户严格按技术规范和要求,加强对销轴的质量检验。
(4)为了确保立轴传动的平稳性,在设计立轴时,应在保证检修空间足够的情况下,将立轴设计得尽可能短一些。