摘要:我厂生产的196同步锥毂是带有内齿和外齿的薄壁环形件,因为形状复杂,厚度较小,渗碳直接淬火很容易发生变形。所以其热处理一般采用二次加热压淬的方法,控制变形,减小内花键失圆,保证其平面度。根据以往多次测量证明,产品经压淬后平面度均符合技术要求,只是内花键尺寸不稳定。因此,本论文主要研究196锥毂压淬前后内花键的变化,并分析变形的原因。
关键词: 锥毂 内花键 热处理 变形 控制
前言
随着汽车制造业的发展,激烈的市场竞争逐渐趋于白热化,各生产厂家已将产品质量视为企业的生命,而热处理技术是改善产品质量、提高产品使用寿命的主要手段[1]。国内生产的用钢渗碳后大多采用直接淬火或重新加热淬火,淬火过程中齿轮畸变较大,导致装配困难甚至出现废品。热处理变形主要由机加工时产生的残余应力、热处理过程中产生的热应力和组织应力等共同作用产生[2]。我厂是生产汽车齿轮的专业厂,在同步器的热处理过程中,经常因为淬火变形,达不到技术要求而耽误生产,而产品的返修过程既耽误了时间又增加了成本。所以,找到同步器淬火变形原因从而进行相应的措施进行控制显得非常重要。
1 选材及热处理工艺过程
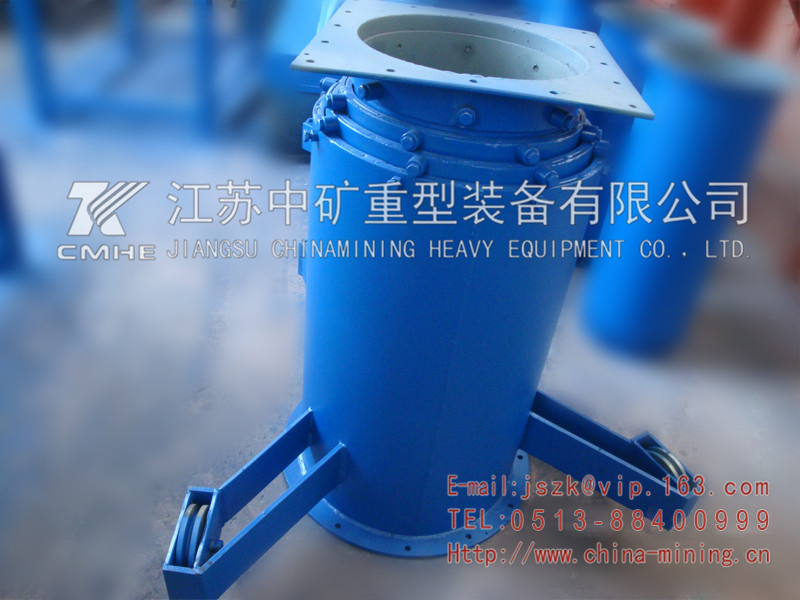
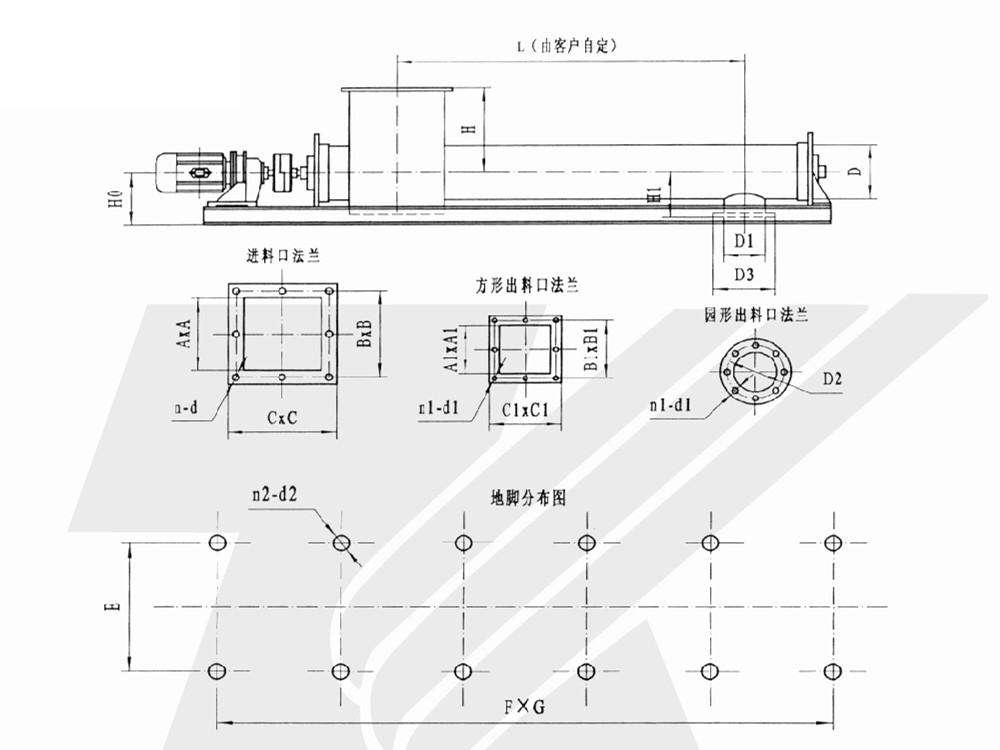
我厂生产同步器锥毂原本使用的是ZF6钢,后改用20CrMnTi钢生产,其化学成分如下:C,0.19%;Mn,0.86%;Cr,1.12%;Ti,0.62%。20CrMnTi属于中等淬透性材料,合金元素含量较低,又不易过热,该钢含有的Ti与C形成特殊的碳化物,渗碳时阻止奥氏体晶粒的长大[3],作一种典型的渗碳钢在中已广泛应用于制造轴类、齿轮类零件。196锥毂渗碳后要求:DC610=0.45-0.7,表面硬度≥80HRA;心部强度≥23HRC,内花键采用复合塞规检测,要求过端过止端止。产品结构简图见图1。
工艺流程:锻造-等温正火-清理表面-机加工-预热-渗碳空冷-加热压淬-清洗-回火-抛丸-校正-机加工。
同步器锥毂是在爱协林多用箱式炉内进行渗碳,渗碳介质为“N2-甲醇+丙烷”,渗碳空冷后的二次加热是在转底炉内进行,为保证产品在加热和保温过程中表面不脱碳,转底炉内碳势控制在1%,在两台压淬机上进行淬火,冷却介质使用的是15号机油。热处理工艺曲线如图2。
2 同步器锥毂数据分析
产品在两台压淬机分别进行压淬,压淬过程中采用的芯轴型号及其尺寸见表1。
表1 芯轴型号及尺寸






.jpg)