摘要:同步滑套是带内花键和拨叉槽的圆环状薄壁件,采用中温渗碳亚温淬火,不能达到技术要求。通过工艺分析,采用渗碳空冷—少氧化加热—限形淬火工艺,经过批量生产,不但使同步滑套热处理质量明显提高,而且收到了投资少、见效快的效果。
关键词:同步滑套;工艺分析;少氧化二次加热;限形淬火;效果
1 前言
汽车变速箱采用同步器实现快速、无撞击换档,是提高车辆使用性能和安全性能的有效措施,而同步滑套则是同步器的重要部件。我公司在为某主机厂配套生产过程中,由于设备条件的限制,同步滑套采用中温渗碳亚温淬火等方法,热后畸变量大,合格率低,不能满足要求,危及企业的信誉和市场开发。
从解决同步滑套的热处理质量措施角度出发,既要考虑技术问题,还要考虑生产成本。我们通过工艺分析,为了确保同步滑套的热处理质量指标(畸变和内部质量)得到较好控制,从企业实际出发,添制了必要的设备和工装,采用了渗碳空冷、少氧化二次加热、限形淬火工艺,取得了好的效果。
2 工艺分析
2.1 同步滑套结构对热处理畸变的影响
2.1.1 同步滑套的技术要求及工艺路线
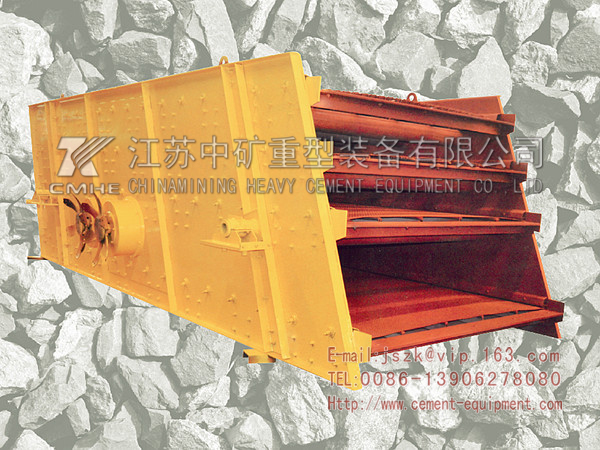
同步滑套的结构如图1,材料为20CrMnTiHl。
1)技术要求:①硬度:表面≥80HRA,心部≥23HRC;②硬化层深度DC610HV1=0.3—0.6mm;③金相组织:碳化物≤3级,马氏体和奥氏体1—5级,非马氏体≤0.02mm; 图1 同步滑套
④内花键采用塞规检验,即过端过,止端止。
2)工艺路线:下料—锻造—正火—清理表面—机加工—热处理—校正—磨加工。
2.1.2 同步滑套结构对热处理畸变的影响
同步滑套是带内花键和拨叉槽的圆环状薄壁件。这种薄壁圆环件,即使车坯后进行去应力回火,采用中温渗碳亚温淬火或渗碳空冷、二次加热后加冷心轴自由淬火,热后平面度、失圆畸变量大,合格率极低。这主要是结构特殊,渗碳淬火热应力大,不宜采用中温渗碳亚温淬火。
2.2 中温渗碳亚温淬火对同步滑套畸变的影响
中温渗碳亚温淬火,碳控井式渗碳炉,860℃渗碳降至800℃淬100℃热油,装法:①同步滑套平放隔铁丝叠装;②同步滑套内花键套上配偶件平放隔铁丝叠装。热后金相组织合格,但失圆和平面度畸变量波动范围大,合格率只在20—40%范围内,只是同步滑套和配偶件套装的合格率稍高而也。
2.3 渗碳空冷、二次加热淬火对同步滑套畸变的影响
1)碳控井式渗碳炉,900℃渗碳降至830℃空冷,860℃盐浴二次加热后套上冷心轴110℃热油淬火,热后失圆明显好转,但内花键普遍胀大,不良品达90%以上。这主要是同步滑套盐浴加热出炉后,零件表面有残盐、且分布不均以及心轴尺寸偏大所致。
2)碳控井式渗碳炉,900℃渗碳降至830℃空冷,然后在通保护气氛的带马弗罐箱式电炉中860℃二次加热,Y9050淬火压床N15油淬(简称B工艺方案)。
①内孔采用胀块式压淬,同步滑套畸变合格率85%左右,另有15%左右的主要是内花键畸变不合格,这主要是压力波动的影响造成。
②内花键加心轴压淬,同步滑套畸变合格率可达95%左右,但压淬后挤心轴需在液压机上进行,费工费时。
该工艺方法能使同步滑套的质量有较大提高,但生产效率不高。
3)碳控井式渗碳炉,900℃渗碳降至830℃空冷,然后在带马弗罐箱式炉860℃二次加热(通保护气)双工位限形淬火机+压模和心轴,热后产品合格率95%左右(简称C工艺方案)。
2.4 同步滑套采用全自动渗碳限形淬火生产线(简称A工艺方案),能稳定同步滑套热处理质量,效果好,并适宜大批量生产。它与其它工艺方法相比,可克服设备局限性和人为操作因素的影响,但一次性投资费用高。